Rock Breaking Demolitions offers a complete range of pumping and mechanical solutions, specialising in the supply, repair and maintenance of OEM pumps, motors, gearboxes, vibrator motors, mono pumps, winches and bearing assemblies. Our solutions are designed to support mining, quarrying and industrial operations where reliability and performance are critical.
High Efficiency Motors
Energy-efficient motors designed for continuous operation in mining, quarrying and industrial plants. Ideal for driving pumps, conveyors, and processing equipment while reducing power consumption and operating costs.
Medium Voltage TEFC Motors
Heavy-duty medium voltage motors with totally enclosed fan cooling, suited for large-scale mining and industrial applications. Built to handle harsh environments while protecting internal components from dust and moisture.
IE2 High Efficiency Motors
Reliable and cost-effective motors used across general industry, water systems and light mining operations. Designed to improve efficiency while maintaining consistent power output.
MVE Standard Range Vibrators
General-purpose vibrator motors used in screens, feeders and hoppers. Ideal for ensuring smooth material flow in mining, quarrying and bulk handling operations.
MVE-Exe Increased Safety Range
Vibrator motors designed for environments requiring enhanced safety standards, such as chemical plants and hazardous industrial zones. Built to minimise risk while maintaining performance.
MVE-Exd Explosion Proof Vibrators
Explosion-proof vibrator motors suitable for use in explosive atmospheres, including mining and petrochemical industries. Engineered to meet strict safety and compliance requirements.
Centrifugal Pumps
Widely used in mining, agriculture and industrial sectors for water transfer, dewatering and circulation systems. Known for high flow rates and efficient fluid movement.
Jet Pumps
Ideal for domestic, agricultural and light industrial water supply. Designed for strong suction capabilities, making them suitable for shallow wells and water transfer applications.
Peripheral Pumps
Compact pumps used for clean water applications in residential, commercial and light industrial settings. Suitable for boosting pressure in smaller systems.
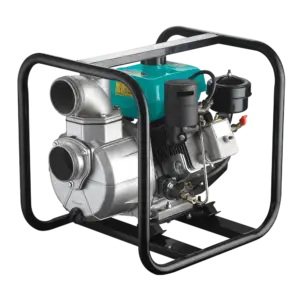
Diesel Engine Water Pumps
Portable, engine-driven pumps used in remote mining sites, construction projects and emergency dewatering. Perfect where electrical power is not available.
XST Centrifugal Pumps
Heavy-duty pumps designed for demanding mining and industrial applications, including high-volume water transfer and process systems requiring durability and reliability.
Borehole Pump Motors
Specialised motors for borehole and deep-well applications, commonly used in agriculture, mining and water supply systems for efficient groundwater extraction.
Electric Motovibrators
Used in material handling systems to assist with the movement of bulk materials in bins, chutes and conveyors across mining and industrial operations.
MVE-F Flanged Vibrators
Flange-mounted vibrators designed for easy installation on industrial equipment, ideal for enhancing material flow in feeders, silos and screening systems.
Vertical Sump Pump
Our vertical sump pumps are designed for efficient handling of slurry, wastewater and abrasive fluids in mining, quarrying and industrial environments.
Send us your inquiry
We would like to hear from you should you have any enquiries.